I sell gas plasma technology.
This can be confusing, as there are several types of plasmas, both naturally occurring (such as the Northern Lights, lightning, and stars) and human-made (such as those used in neon signs, fluorescent lights, and plasma televisions).
From the examples above, it’s clear that plasma generates both light and energy. Plasma can also be used to modify – or, more specifically, molecularly re-engineer – other materials.
My company sells plasma technologies and processes for modifying a myriad of materials. Typically, the application is a surface cleaning and activation – either to prepare plastic or metal for a subsequent coating or bonding step — or thin film coatings that may be used to change the barrier or coefficient properties of a surface.
There are many different ways to manufacture human-made plasma.
We use primarily atmospheric and low-pressure plasma technologies in our work. There are a number of benefits to the low-pressure approach:
1. For starters, the working environment is a primary plasma. In a primary plasma, there is a greater mean free path of the particles before a collision.
This sustained energy is ideal for modifying the interstices of porous media (such as a non-woven or sintered polymer), or for use inside complex nano-scale vias or channels. With atmospheric processes, on the other hand, the mean free path is very short, so the treatment area is limited.
2. Low-pressure plasma offers chemistry versatility. Many different gases and vapors can be used, safely and economically. Low-pressure plasma is often used as a replacement technology for wet chemistry processes, providing greater control, lower costs, and lower risk of workplace exposures that could lead to accident or injury.
Additionally, unlike many wet chemistry processes, rinsing and curing is not required with a low-pressure process. This means a much shorter processing time, minutes versus hours in some cases.
In atmospheric processes, use of these chemistries may be dangerous and quantities required to generate the plasma may not be economical. This is one of the reasons that our Openair® technology uses just air. It’s incredibly cheap, readily available, and great for many industrial high-speed surface preparation processes.
3. When using a low-pressure technique, multiple steps may be run in a single process. A part may be exposed to a cleaning gas chemistry (to remove contaminants from a surface) as well as an activation or coating process in a single run. It is not unusual for a single plasma process to replace two to three manual steps, eliminating overhead costs associated with transporting product, labor and materials.
4. Another advantage is that the low-pressure process provides an extremely controlled environment. The process is conducted in a vacuum chamber with exacting control of gas flow, time, and power. Variations in the day-to-day environment are removed, and the precise process is readily reproducible. Additionally, cleanliness is assured, whether the process is practiced in a clean room or on an industrial manufacturing floor.
5. Low-pressure technology allows for permanent, stable results. This means that a large batch of parts may be treated and stored prior to use. Or, alternately, parts may be shipped to other manufacturing sites for final assembly.
6. Our low-temperature process enables treatment of thermally sensitive materials, and the process is free from electrical potential. Therefore, conductive materials may be safely modified.
7. The total cost of consumables, including energy, gases/liquids, and maintenance parts, is typically less than $5 per hour. Furthermore, there are no additional costs for hazardous waste disposal, as none is created.
8. The technology offers high-batch throughput:
• Line speeds, in our standard R2R equipment, are up to 100 fpm with again, no time require for curing or drying steps.
• Cycle times, during batch processing, range from 60 seconds to 20 minutes. Because a single batch may include hundreds or even thousands of parts, this means that each individual part is treated in mere fractions of a second.
Our job is to accurately evaluate your application and select the most appropriate technology solution for your production goals, be it low-pressure, corona, flame, or Openair. In rare cases, a simple IPA wipe may be all that’s needed to solve your adhesion problems!
Thanks for reading. If you have any questions, I welcome your calls and emails.
Recommend



 Everyone is busy enjoying the summer, so we’ll keep it brief today. Two updates I want to share with you:
Everyone is busy enjoying the summer, so we’ll keep it brief today. Two updates I want to share with you: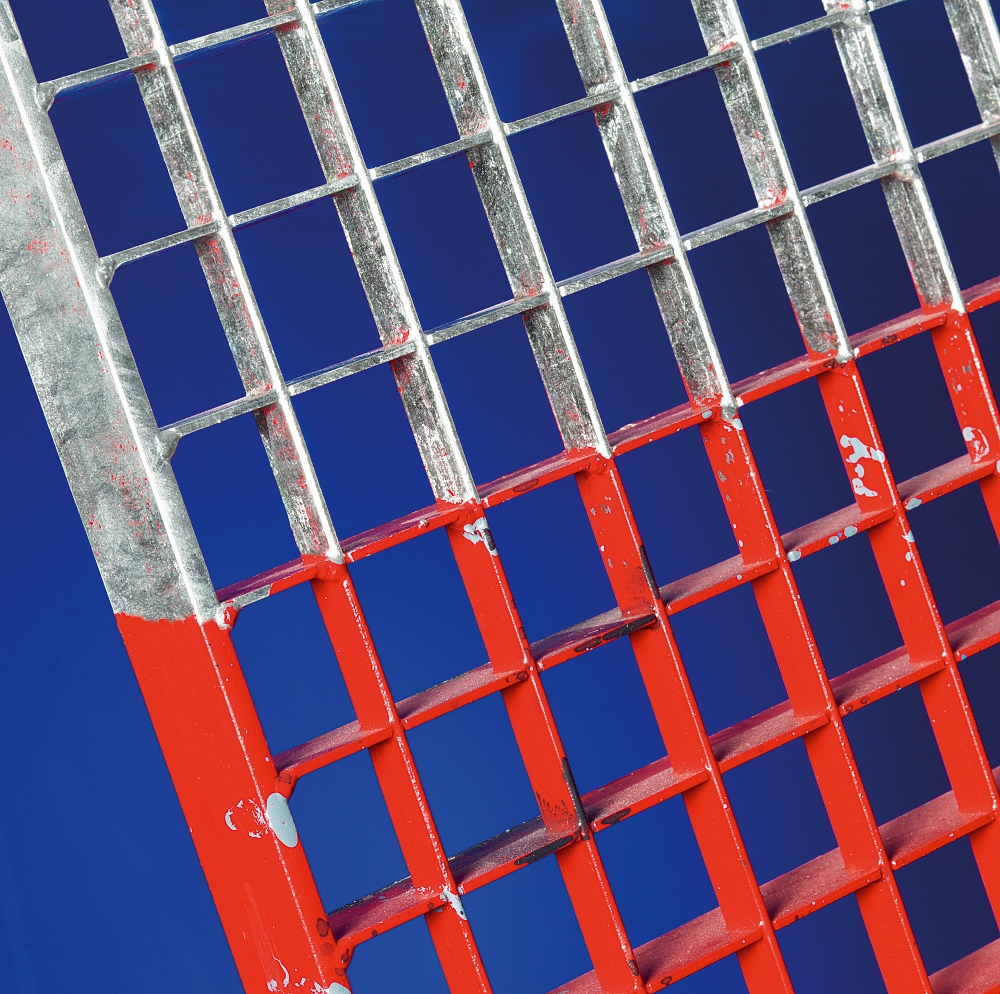









Write a comment