
Hardev Grewal
CEO Plasmatreat PTNA & US - Hayward, CA

Plasmatreat is a means to end. That end might be building a longer lasting engine, a stronger airplane wing, a safer medical device, or a more reliable printed circuit board. In achieving these feats, plasma is normally part of a complex chain of other upstream and downstream processes that need to be coordinated in order to achieve the intended result. Examples of the importance of teamwork abound – whether it’s to put a man into space, win a NASCAR race, or perform a delicate surgery, each expert relies the expertise of others on the team, and the result depends on their close coordination, good communication, and problem solving while working side-by-side.
A perfect example of how assembling a team of experts can produce impressive results will be on display in Düsseldorf Germany, October 19-26, when Plasmatreat and AKRO-PLASTIC will join forces with KUKA, ARBURG and Krallmann at the Plasmatreat booth at the K 2016 show to present live demonstrations of a new plasma hybrid injection molding process and turnkey atmospheric plasma unit. The K 2016 show is the world’s leading trade show fair for plastics and rubber technology.
Plasmatreat and AKRO-PLASTIC teamed up to develop a solution to potential delamination and failures at the interface between plastics and metal. These failures pose serious and persistent concerns for injection molding manufacturers who produce components that combine dissimilar materials such as for automotive light-weighting applications. A two year research effort by Plasmatreat and AKRO succeeded in developing a process that customizes the composition of an anti-corrosive plasma-polymerized layer according to the composition of the corresponding plastic compound. The resulting process parameters ensure a reliable, stable, and exceptionally strong bond on the injection-molded part.
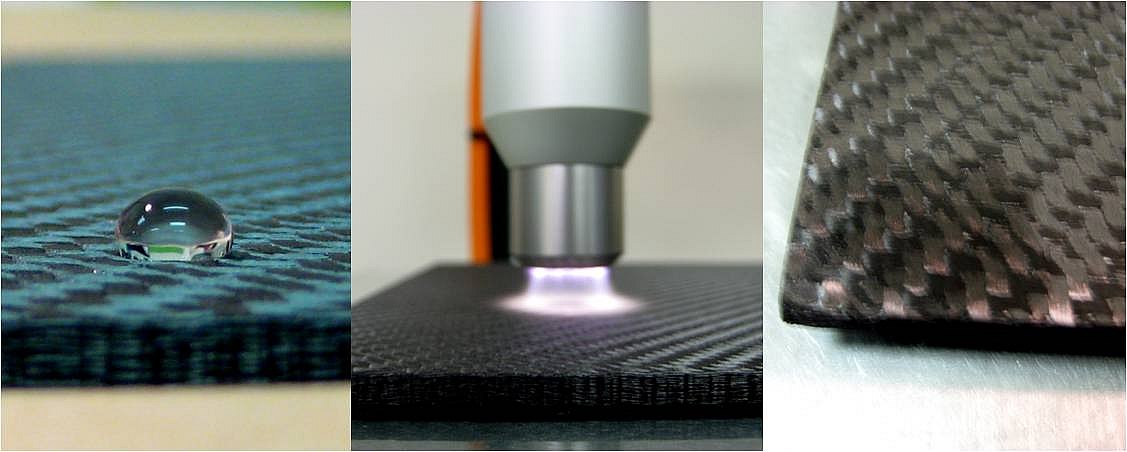
The fully automated PT1200 plasma cell can be adapted to suit any conventional injection molding machine. This increases production speed and allows for a continuous production of injection molded plastic-to-metal components. The PT1200 cell includes the plasma generator, robot, control technology, plasma control unit (PCU), plasma jets, cables and consumables. Users can customize the system for their process as required. To process parts, a 6-axis robot, or, for smaller profiles, a 2-axis gantry system, positions the metal inlay beneath a Plasmatreat Openair atmospheric plasma jet. The plasma jet removes contamination from the part’s surface and simultaneously activates the surface chemistry for coating. A second plasma jet applies a thin-film functional coating. The coating application is based on the patented PlasmaPlus process developed by Plasmatreat and Fraunhofer IFAM.
The plasma cleaning and coating process takes only seconds to complete, and provides a dry, environmentally-friendly alternative to the slower and less effective chemical cleaning and priming processes conventionally used in hybrid injection molding. The Plasmatreat process eliminates the need for time consuming intermediate steps such as storage and drying, and allows components to be processed immediately after coating. Coated metal parts are transferred from the plasma cell to an injection molding cell. On entering the injection molding cell, a robot briefly maneuvers the parts under an induction heater before loading them into the mold. The PlasmaPlus coating creates a strong, covalent bond between the metal and the injection molded plastic.
Supported by our trade fair partners KUKA for robotics, ARBURG for injection molding machinery and Krallmann for mold design and construction – Plasmatreat and AKRO-PLASTIC will demonstrate the entire process and provide K 2016 attendees with stainless steel sample parts that have been over-molded with PA6 GF30 plastic.
This new manufacturing process and its impressive debut at “The K” would not be possible without the teamwork of a talented and dedicated group of industry suppliers, I am proud to be part of this great team, and I hope you will visit our K Show booth G04 in Hall 11, or contact me for information about this new process if you can’t be there to see it.
Recommend







Write a comment